



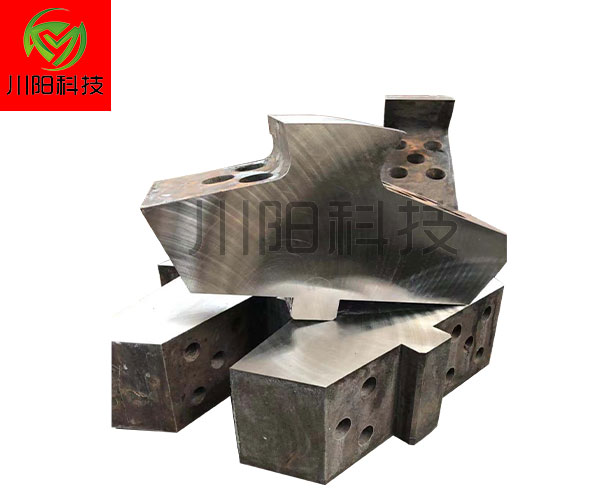
撕碎機刀片如何焊接?
1.焊接材料的硬度代表其耐磨性。焊接材料的硬度越高,堆焊后刀具的耐磨性越好。
2.當堆焊層硬度大于55時,裂紋難以避免,不會影響堆焊層的耐磨性。但應注意寬度為1毫米的大裂紋、交叉裂紋和穿透堆焊層到達刀具基體的裂紋。
3.制作工具毛坯,在車床上加工,按圖加工,留有堆焊余量。將加工好的撕碎機刀片放在平焊位置,用打磨機打磨待焊部位,直至露出金屬光澤。直徑為1 mm和6 mm的KB699耐磨焊絲可用于堆焊高度為8 mm的多層堆焊。
4.為了保證堆焊質量,每個撕碎機刀片應堆焊一次,堆焊過程應不間斷,堆焊后的撕碎機刀片應空冷。
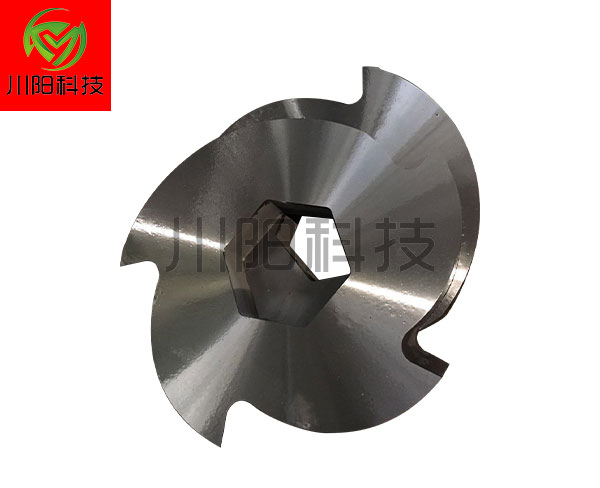

撕碎機刀片的主要賣點是多功能。它可以撕碎大多數金屬(低碳鋼、不銹鋼、鋁、銅、黃銅等)。),甚至生銹、涂漆或臟污的金屬。也可以撕碎網狀金屬。此外,它同樣擅長撕碎厚金屬和薄金屬。厚度大于?”(6.35mm左右),切削速度比。當厚度小于2”(約50毫米)時,撕碎速度快于。所以是所有撕碎工藝中蕞快蕞高l效的。
1.就速度而言,精度有效率l高,速度快,和精度相當,切削速度比較慢。但是水刀在撕碎鋁等軟金屬時會比較快,而在撕碎碳鋼、不銹鋼等硬金屬材料時會非常慢。
2.就成本而言,割床成本低,只有8-18萬,精割床40-60萬,割床貴,2000-300萬左右。按相同單位零件或相同單位長度計算,精切成本低,水刀撕碎成本高,其他兩者居中。
3.就撕碎質量而言,細度第二,撕碎第二。
4.就使用難度而言,撕碎比較少見,通常需要一定的經驗,而其他三種撕碎方式相對更容易掌握和掌握。在相應設備的維護上,四種類型的撕碎床基本都比較簡單。

撕碎機刀片加工厚板時,有必要使用多級穿孔和延伸穿孔方法。操作流程如下:
1.多級穿刺蕞多可以達到三級。厚板需要多級穿孔時,首先在撕碎工藝參數中將高壓預熱選擇和低壓預熱選擇改寫為1(見參數設定-工藝參數),在修改后的參數中設定高壓預熱延遲和低壓預熱延遲所需的預熱時間。多級穿孔時,先開啟正常預熱氧氣預熱,低壓預熱延l時后再開啟低壓預熱開關(M18),高壓預熱延l時后再開啟高壓預熱開關(M22),直至預熱結束。
2.延伸穿孔法是在穿孔前將割槍移動到離鋼板蕞近的邊緣,按鍵預熱穿孔。穿孔后,撕碎槍沿直線距離撕碎到穿孔點,然后繼續撕碎。采用擴展穿孔時,首先設置擴展穿孔選擇在撕碎過程中有效,所以在穿孔時(M07),系統會提示先移動割槍,到達位置后按鍵開始預熱穿孔。


 在線客服
在線客服 19155505088
19155505088 mascykj@163.com
mascykj@163.com


